
连续混合与批量混合
粉末混合和后续工艺(如润湿、解聚、团聚、加热、干燥、冷却、充气、粘合等)可以间断或连续进行。
然而,也存在排除标准。某些混合工艺只能使用两种混合方法之一。这篇博文讨论了两种混合方法的优缺点。
amixon® 混合机可用于间歇式混合工艺和连续式混合工艺。两种混合方法均能满足操作人员的要求:
- 混合质量高且可重复性高
- 更换配方时灵活性高
- 混合过程稳定,即使散装物料的稠度波动,也能达到高混合质量
- 良好的残余排空性能可防止污染
- 良好的可接近性
- 良好的清洁性可节省时间和成本
- 满足最高卫生要求
- 坚固耐用的机器结构可确保最低的维护成本和
- 较长的使用寿命
一般分類
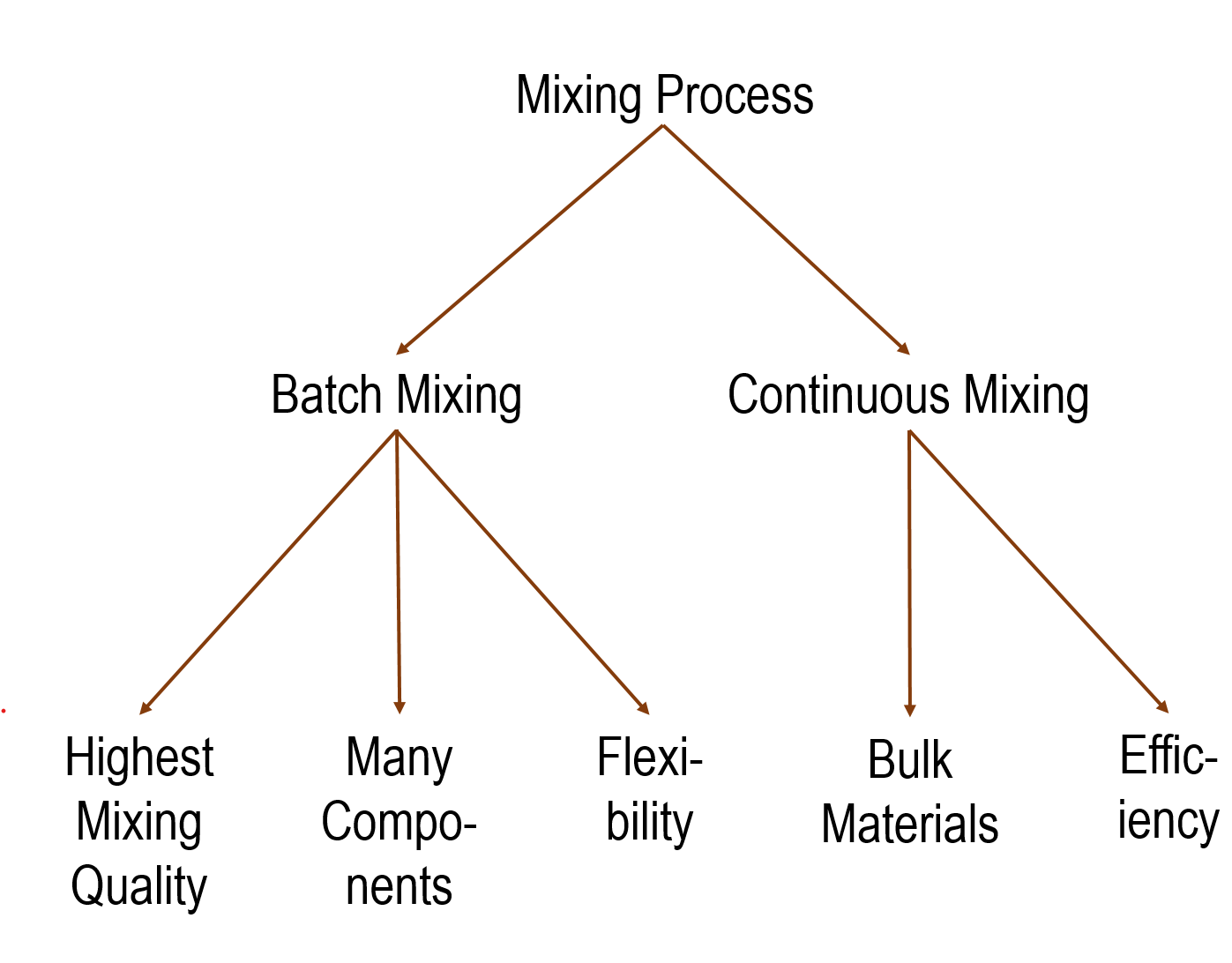
如果我們比較所有產業中連續運轉的混合機與間歇運轉的混合機數量,就會發現一個有趣的現象:間歇運轉的混合機遠多於連續運轉的混合機。 全球不同類型的攪拌機也以批次式攪拌機為主。
一般而言,大規模產品的生產會以連續混合為優先。 但是,如果需要將許多組份混合在一起,則最好使用分批式混合器。 如果對混合品質的要求非常高,批次式混合機也是首選。
批次式攪拌機相對容易操作。 實際上,它提供了更大的靈活性。 這也是批次式混合系統更常見的另一個原因。
对比
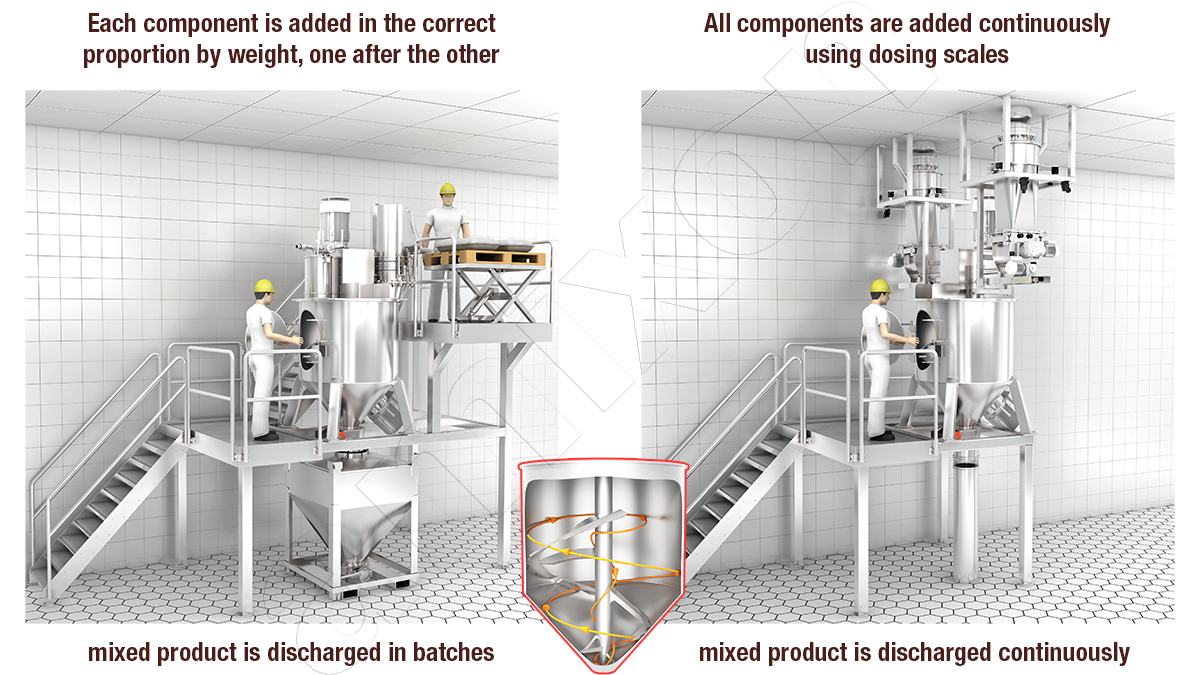
在批量混合器中——左侧——工作方式是间歇性的。只有当各个成分都被加入后,混合工具才开始旋转。通过三维流动,混合器改变了所有颗粒之间的位置。状态从“未混合”变为“技术上理想的混合”。只有在此之后才进行排空。
在连续混合中——右侧——各个成分以正确的质量比例连续地被加入混合器。物料流在混合器中被均匀化,混合后的物料被连续排出。这里的浓度梯度较小,因为所谓的连续釜流已经产生了均匀的混合物基础。相对于已经均匀化的容器内容物,加入的物料流相对较小。平均停留时间可以是0.5到3分钟。
在此需要指出的是,连续粉末混合有两种类型:管流和釜流。
連續混合器中的停留時間
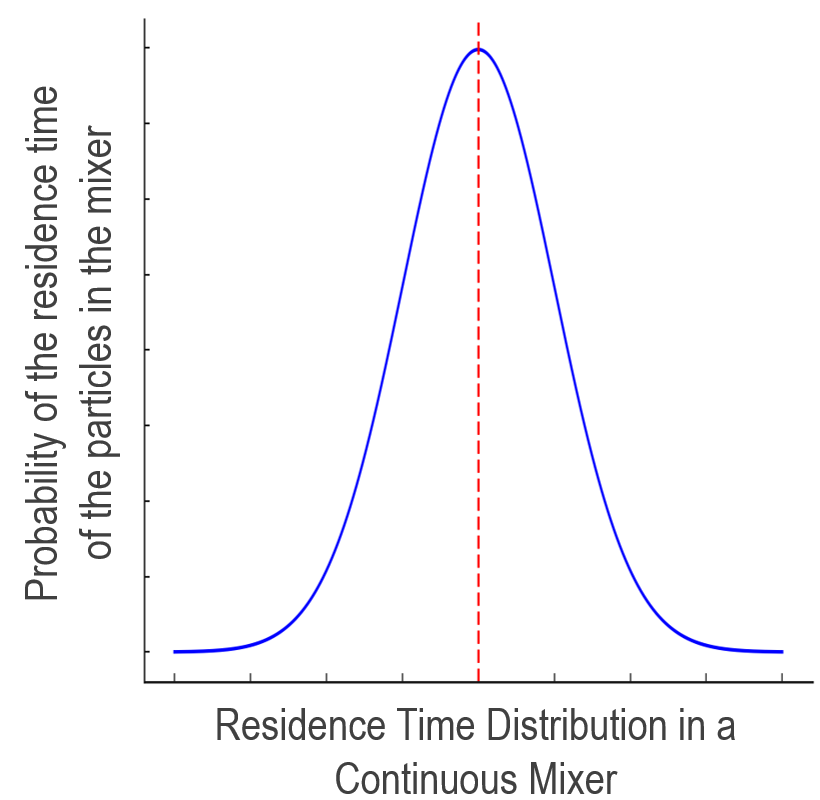
混合料在連續混合器中的停留時間分佈可以用高斯正態分佈函數來描述。 當停留時間或多或少圍繞平均值對稱分佈時,尤其是隨機波動發揮作用時,通常會使用正態分佈。
波動是所有可能誤差的總和:配料波動、成分濃度差異、原料成分不均勻、強異質性(顆粒大小和密度差異很大)、取樣誤差、樣品分析誤差、測量誤差、.....。

- t: 描述粒子在混合器中停留時間的時間變數
- μ: 平均值:混合料在連續混合機中的平均停留時間
- σ: 標準偏差:停留時間分佈寬度的量測。
- σ2: 方差: 標準差的平方表示停留時間在平均值附近的分散程度。
- e: 欧拉数
- π: 循環編號 (約 3.14159)。
- f(t): 給定停留時間 t 的概率密度
表達方式 ![]() 說明接近平均值 μ 的值具有高概率,而遠離平均值 μ 的值具有低概率。
說明接近平均值 μ 的值具有高概率,而遠離平均值 μ 的值具有低概率。
標準化係數 ![]() 確保曲線下的總面積符合值 1。 概率的總和正好是 100 %。
確保曲線下的總面積符合值 1。 概率的總和正好是 100 %。
圖中顯示的是連續混合器中停留時間的範例。 紅色虛線表示大部分混合顆粒的停留時間。

amixon® AMK 400型流量混合机安装在称重传感器上。四个重力式配料器从上方分批装料。

amixon® 环层混合造粒机,流量混合机
批量混合操作是有利的。
- 如果涉及复杂的处理过程,例如多步骤混合过程,或在加压或真空条件下进行的混合过程
- 如果在灌装前需要进行实验室分析
- 如果质量保证要求批次控制
- 如果每次操作后需要进行清洁
- 如果涉及许多成分。这种情况出现在婴儿食品、膳食营养品、烘焙添加剂、调味品、稳定剂、即食食品、调味料等。
- 如果是单件定制生产,每次都有不同的配方(膳食补充剂、肉类企业的调味品、食品工业的香料、即食餐、即饮饮料等)
amixon® 的 KoneSlid® 攪拌器是圓錐形攪拌器的進一步發展。 它的攪拌特別溫和,攪拌時間極短。 攪拌工具的速度特別低。 自由流動的產品可在幾秒鐘內完全排空。

KoneSlid® 攪拌器。


用於很難配料的散裝固體
根據連續混合的類型,可以定義停留時間光譜。 具有較大停留時間範圍的連續式混合器能夠更好地補償短暫的配料誤差。
以經典形式持續混合的特殊功能 「管道流 」和經典的 「鍋爐流」 在此 amixon® 部落格的其他地方有說明。
如果連續式攪拌器特別大,則可分小批量進行配料。 但是,批次大小和添加時間必須精確定義。


Gyraton®混合机具有70立方米的有效容积,可以将一个40英尺海运集装箱的内容物均匀混合。

Gyraton®型试验混合机,3立方米有效容积
连续混合散装物料的最大挑战是什么?
當需要高混合品質時,粉末的精確質量流量至關重要。 所有混合成分必須同時以正確的比例進入混合器。 相較於液體,散裝材料的配料要困難得多。 配料錯誤會損害混合品質。
然而,自從精確的粉末配料系統問世以來,連續運轉的混合系統已經建立起來。 現代的散裝固體定量供料系統可辨識微小的定量供料誤差,並迅速加以糾正。 即使在很短的時間間隔內,質量流量也是精確的。
就混合品質而言,重力式配料裝置較為可取。 它們也被稱為失重式餵料器。 一般而言,散裝材料的流動性越好,連續式定量供料系統的工作就越精確。
為了不影響稱量信號,進料口和出料口使用可折疊的套管連接。 在配料箱內,旋轉的擠壓工具可確保粉末均勻鬆開。 這可為配料螺桿提供鬆軟的產品。 這有利於控制行為。
配料裝置的稱量漏斗中的填充液位持續下降。 在所示的示例中,稱重料斗以氣動方式充填。 充填時間應盡量縮短。 在這段時間內,配料螺桿會在不受控的情況下以恆定速度運轉。 在實踐中,通常可以接受這樣的 「盲相」。
已拆卸进行清洁。")
这个重力式计量器(AZO品牌)已拆卸进行清洁。它安装在称重传感器上。
© Copyright by amixon GmbH