
使用拉普拉斯变换分析混合品质的故障分析
拉普拉斯变换是一种用于控制系统的数学计算方法,用于将“时域”转换为“频域”。
在 amixon® AMK 1000 混合机中对连续混合过程应用拉普拉斯变换的示例:粉末 A 以 1,000 kg/h 的恒定速度流入混合机。粉末 B 以 10 kg/h 的速度同时计量。混合室在开始时保持关闭状态。搅拌工具已经开始运转,经过 20 转后达到理想的搅拌品质。其转速为 20 转/分钟。
当搅拌机内存有 700 公斤产品时,排放阀门即会开启。排放量设定为每小时 1,010 公斤,以确保输入量与排放量相等。此过程运行稳定。
突然发生故障:成分 B 的供应完全停止了 20 秒钟。之后,计量器进行了修正,B 以双倍流量(20 公斤/小时)持续流动了 20 秒钟。随后,流量再次稳定在 10 公斤/小时。
在故障发生之前,混合品质在技术上处于理想状态。混合品质的变异系数为 3%。
流程数字(初始情况)
进料 A:ṁ_A = 1000 kg/h;进料 B(标称):ṁ_B = 10 kg/h;总进料:ṁ_ein = 1010 kg/h。混合器中的粉末质量恒定:M = 700 kg。
平均停留时间 τ(时间常数):
t = M / ṁ_aus = 700 / 1010h = 0.693h = 41.6 分= 2495 秒
B 在进料口(以及出口处稳定状态)的名义质量份数:
x_B,in,0 = 10 / 1010 = 0.00990099 (≈ 0.9901 %)

进料 A:ṁ_A = 1000 kg/h;进料 B(标称):ṁ_B = 10 kg/h;总进料:ṁ_ein = 1010 kg/h。混合器中的粉末质量恒定:M = 700 kg。
平均停留时间 τ(时间常数):
t = M / ṁ_aus = 700 / 1010h = 0.693h = 41.6 分= 2495 秒
B 在进料口(以及出口处稳定状态)的名义质量份数:
x_B,in,0 = 10 / 1010 = 0.00990099 (≈ 0.9901 %)
干扰情景(流入 B)
0 ≤ t < 20 s:阻断,ṁ_B = 0;20 ≤ t < 40 s:
修正,ṁ_B = 20 kg/h;t ≥ 40 s:再次为 10 kg/h。
我们观察流入物中 B 成分与标称比例的偏差:
u(t) = x_B,in(t) − x_B,in,0.
分段定义(总流量近似恒定为 1010 kg/h):
u(t) = {-x_B,in,0 对于 0≤t<20 s; +x_B,in,0 对于 20≤t<40 s; 0 对于 t≥40 s}
0 ≤ t < 20 s:阻断,ṁ_B = 0;20 ≤ t < 40 s:
修正,ṁ_B = 20 kg/h;t ≥ 40 s:再次为 10 kg/h。
我们观察流入物中 B 成分与标称比例的偏差:
u(t) = x_B,in(t) − x_B,in,0.
分段定义(总流量近似恒定为 1010 kg/h):
u(t) = {-x_B,in,0 对于 0≤t<20 s; +x_B,in,0 对于 20≤t<40 s; 0 对于 t≥40 s}
动态模型(PT1,理想混合)
出口比例 y(t)(出口处 B 组分的偏差)遵循 PT1 模型:
dy(t)/dt + y(t) = u(t),y(0⁻) = 0
出口比例 y(t)(出口处 B 组分的偏差)遵循 PT1 模型:
dy(t)/dt + y(t) = u(t),y(0⁻) = 0
拉普拉斯解
PT1 的拉普拉斯变换:
Y(s) = (1 / (τ s + 1)) · U(s)
τ(Tau):系统的时间常数(此处:在混合器中的平均停留时间)
s:拉普拉斯变量,用于衡量信号在时间上的变化
「τ · s」是时间常数和变化率的无量纲组合。
输入 u(t) 为两个矩形跳变之间的差值;使用海维赛德移位可得:
U(s) = x_B,in,0 · (-1 + 2 e^{-20 s} - e^{-40 s}) / s
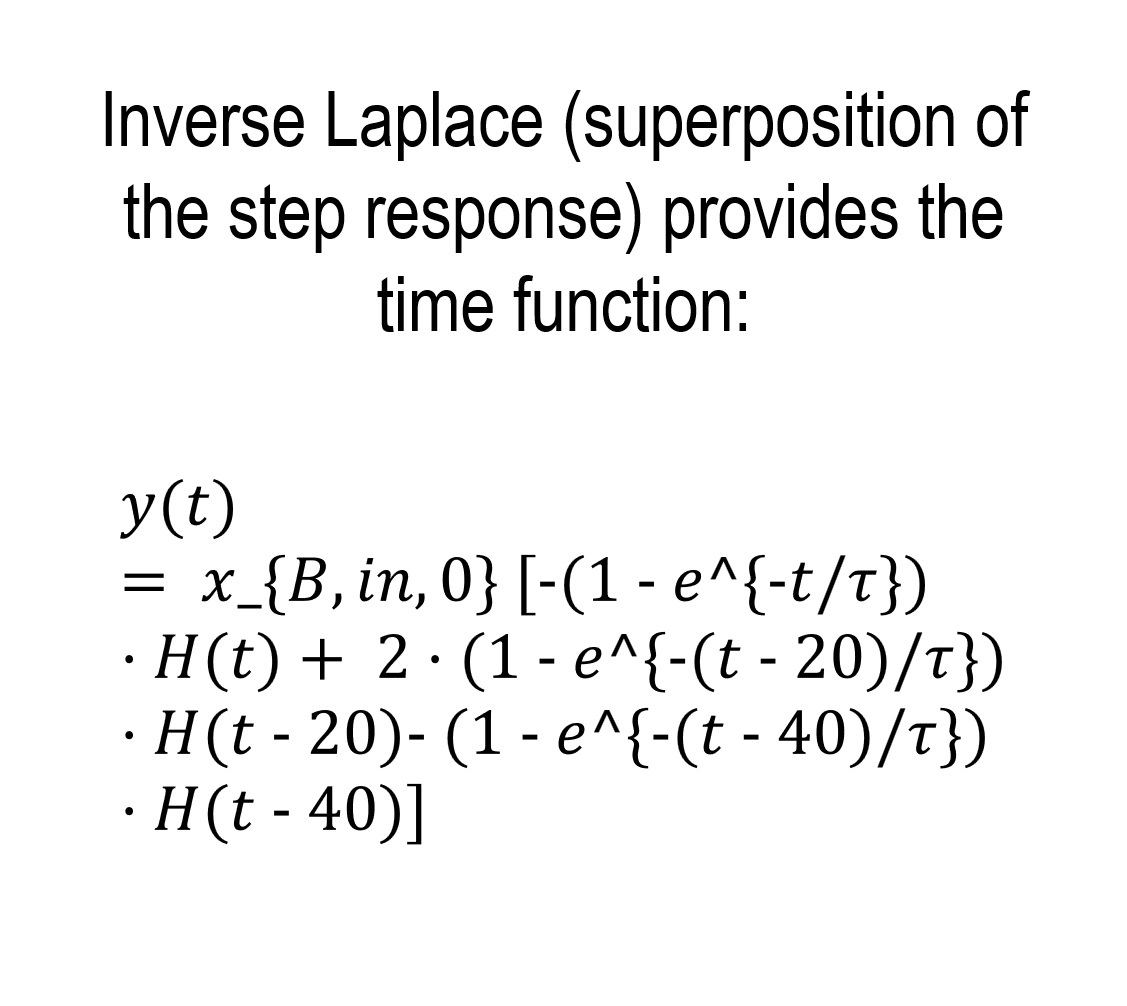
时域解(阶跃响应叠加,Heaviside H(·)):
y(t)=x_B,in,0[ - (1 - e^{-t/τ}) H(t) + 2 (1 - e^{-(t-20)/τ}) H(t-20) - (1 - e^{-(t-40)/τ}) H(t-40) ]
PT1 的拉普拉斯变换:
Y(s) = (1 / (τ s + 1)) · U(s)
τ(Tau):系统的时间常数(此处:在混合器中的平均停留时间)
s:拉普拉斯变量,用于衡量信号在时间上的变化
「τ · s」是时间常数和变化率的无量纲组合。
输入 u(t) 为两个矩形跳变之间的差值;使用海维赛德移位可得:
U(s) = x_B,in,0 · (-1 + 2 e^{-20 s} - e^{-40 s}) / s
时域解(阶跃响应叠加,Heaviside H(·)):
y(t)=x_B,in,0[ - (1 - e^{-t/τ}) H(t) + 2 (1 - e^{-(t-20)/τ}) H(t-20) - (1 - e^{-(t-40)/τ}) H(t-40) ]
数值与最大偏差
当 τ = 2495 s 且 x_B,in,0 = 0.00990099 时,结果如下:
e^{-20/τ} = e^{-20/2495} ≈ 0.99202; 1 - e^{-20/τ} ≈ 0.00798
封锁结束时最大的负偏差(t = 20 秒):
y(20) = - x_B,in,0 (1 - e^{-20/τ}) ≈ -7,9·10^{-5} (≈ -0,0079 % 绝对值)
过量结束(t = 40 秒):
y(40) ≈ +6.3·10^{-7} (实际上为标称值)
对于 t > 40 s,微小的残余偏差会以指数函数的形式衰减:
y(t) = y(40) · e⁻^(t-40)/τ
当 τ = 2495 s 且 x_B,in,0 = 0.00990099 时,结果如下:
e^{-20/τ} = e^{-20/2495} ≈ 0.99202; 1 - e^{-20/τ} ≈ 0.00798
封锁结束时最大的负偏差(t = 20 秒):
y(20) = - x_B,in,0 (1 - e^{-20/τ}) ≈ -7,9·10^{-5} (≈ -0,0079 % 绝对值)
过量结束(t = 40 秒):
y(40) ≈ +6.3·10^{-7} (实际上为标称值)
对于 t > 40 s,微小的残余偏差会以指数函数的形式衰减:
y(t) = y(40) · e⁻^(t-40)/τ
混合品质分类(CV = 3%)
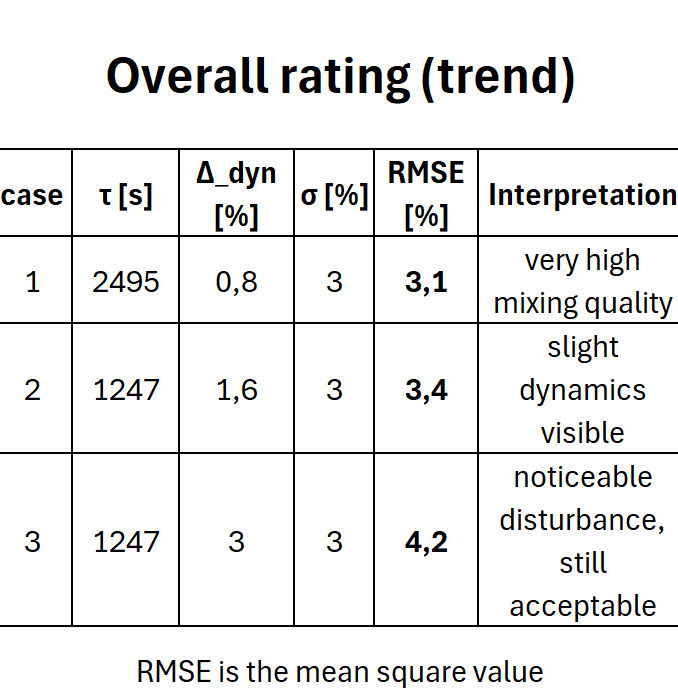
由干扰造成的 B 组分动态偏差(相对值约为 0.8%)远低于上述混合品质的变异系数(3%)。因此,在产品流中几乎看不到干扰。
由干扰造成的 B 组分动态偏差(相对值约为 0.8%)远低于上述混合品质的变异系数(3%)。因此,在产品流中几乎看不到干扰。
拉普拉斯分析的用途
拉普拉斯表示法提供了一个闭合公式,用于计算进料轮廓对出料混合品质的时间影响。因此,可以快速估算最大偏差、恢复时间以及停留时间的影响——这对于混合室的设计和修正策略非常有用。
拉普拉斯表示法提供了一个闭合公式,用于计算进料轮廓对出料混合品质的时间影响。因此,可以快速估算最大偏差、恢复时间以及停留时间的影响——这对于混合室的设计和修正策略非常有用。
当质量流量增加一倍时,混合质量会发生什么变化?
当质量流量增加一倍,平均停留时间从 41.6 分钟缩短到 20.8 分钟时,混合质量会发生什么变化?粉末 A 的流量从 1,000 kg/h 增加到 2,000 kg/h。粉末 B 的流量从 10 kg/h 增加到 20 kg/h。这是同一台连续式混合机 AMK 1000,转速为 20 转/分,填充度为 700 公斤,成分 A 和 B 相同。故障相同:成分 A 连续流动,成分 B 被阻塞 20 秒钟,然后成分 B 以双倍流量流动 20 秒钟。然后,组分按照规则流动。
结论
出口处的相对干扰偏差现在约为 1.6%(之前为 0.8%)。由于停留时间减半,系统的反应速度加快了一倍,振幅偏差也大约增加了两倍。标称比例保持不变,因此该效应与 1 - e^{-20/τ} 成正比。
混合质量分类(CV = 3%)
1.6% 的相对动态偏差也低于混合质量的变异系数(3%)。干扰在产品流中保持温和,但明显比第一种情况更明显。
当质量流量增加一倍,平均停留时间从 41.6 分钟缩短到 20.8 分钟时,混合质量会发生什么变化?粉末 A 的流量从 1,000 kg/h 增加到 2,000 kg/h。粉末 B 的流量从 10 kg/h 增加到 20 kg/h。这是同一台连续式混合机 AMK 1000,转速为 20 转/分,填充度为 700 公斤,成分 A 和 B 相同。故障相同:成分 A 连续流动,成分 B 被阻塞 20 秒钟,然后成分 B 以双倍流量流动 20 秒钟。然后,组分按照规则流动。
结论
出口处的相对干扰偏差现在约为 1.6%(之前为 0.8%)。由于停留时间减半,系统的反应速度加快了一倍,振幅偏差也大约增加了两倍。标称比例保持不变,因此该效应与 1 - e^{-20/τ} 成正比。
混合质量分类(CV = 3%)
1.6% 的相对动态偏差也低于混合质量的变异系数(3%)。干扰在产品流中保持温和,但明显比第一种情况更明显。
如果动态偏差为 3%,会发生什么情况?
如果动态偏差为 3%(而不是 1.6%),达到“基本分散度”(CV = 3%)的程度,会发生什么情况?如果由于较大的干扰,相对动态偏差从 1.6% 增加到 3%,应如何评估混合质量的变化?与无干扰运行情况类似吗?
- 动态偏差现在处于稳定 CV 的范围。
- 总偏差上升到 4% 以上。
- 质量通常仍保持在 ±5% 范围内,但异常值的风险明显增加。
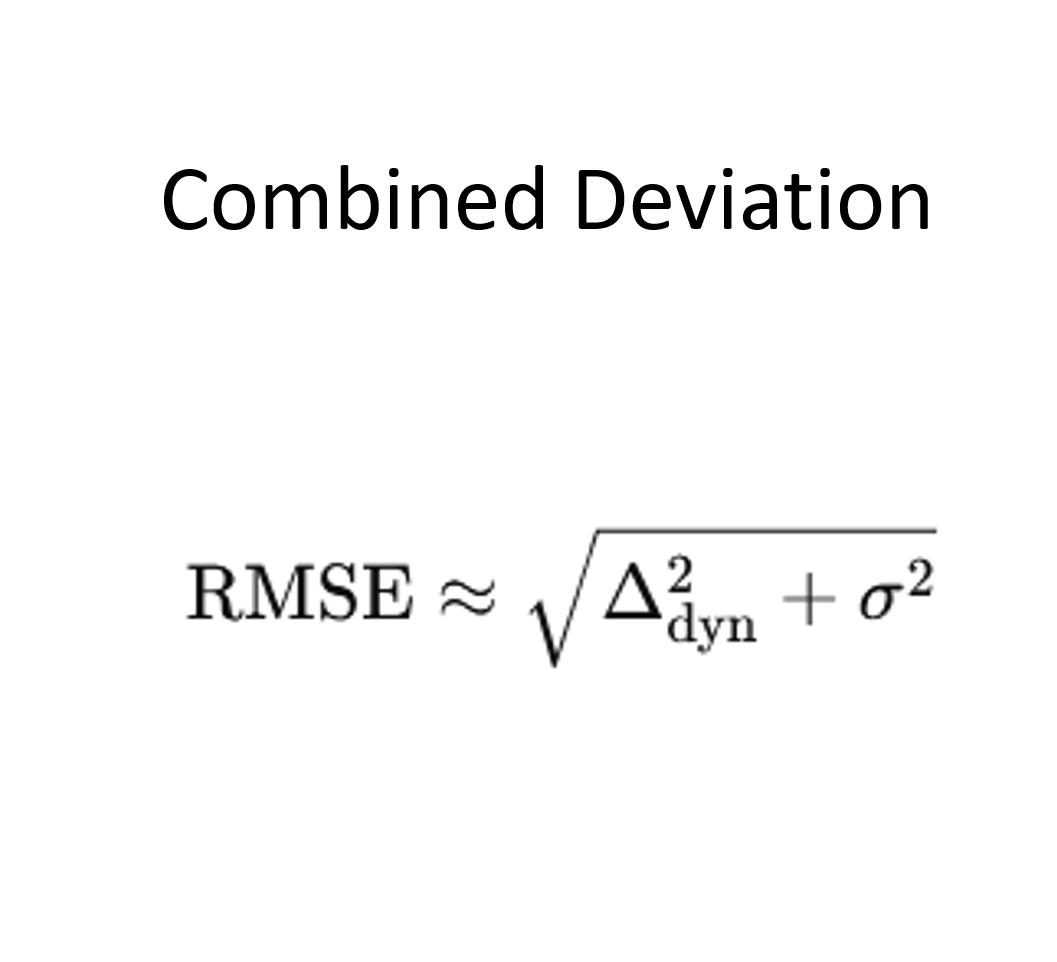
连续式混合器的作用类似于低通滤波器。停留时间减半会导致动态干扰偏差加倍。只要该偏差低于变异系数,工艺就仍然稳定。如果该偏差与变异系数相同或更大,则会以平方形式累加到分散度中——混合质量明显下降,但暂时仍可控。
如果动态偏差为 3%(而不是 1.6%),达到“基本分散度”(CV = 3%)的程度,会发生什么情况?如果由于较大的干扰,相对动态偏差从 1.6% 增加到 3%,应如何评估混合质量的变化?与无干扰运行情况类似吗?
- 动态偏差现在处于稳定 CV 的范围。
- 总偏差上升到 4% 以上。
- 质量通常仍保持在 ±5% 范围内,但异常值的风险明显增加。
连续式混合器的作用类似于低通滤波器。停留时间减半会导致动态干扰偏差加倍。只要该偏差低于变异系数,工艺就仍然稳定。如果该偏差与变异系数相同或更大,则会以平方形式累加到分散度中——混合质量明显下降,但暂时仍可控。
© Copyright by amixon GmbH